Paper packaging is often cited as a plastic-replacement material because of its recyclability. Turning paper into an actual package, though, means folding, joining, and sealing. Once adhesives, hot melts, plastic coatings, or laminates enter that process, the paper advantage starts to erode. Repulping picks up more contaminants, recovered-fiber quality drops, and recyclability assessments lose points.
In May 2026, IOM3 reported on adhesive-free paper-packaging sealing work from Fraunhofer researchers. Fraunhofer’s PAPURE project is developing a process that treats paper surfaces with a CO laser to alter the surface composition, then bonds paper directly to paper under heat and pressure. The goal is to seal paper packaging without adding adhesives or plastic layers.
This article does not treat the technology as an immediate answer that replaces every paper package. Instead, it organizes the possibilities and limitations a company looking to improve paper-packaging recyclability should look at together.
Why Adhesives Are a Problem in Paper Packaging
Paper packaging, as a material on its own, fits cleanly into recycling streams. The problem starts the moment functions are added. Food, household, cosmetic, and quasi-drug packaging has to protect contents and prevent leakage. To do that, adhesives, sealants, coatings, laminates, window films, and metallic vapor-deposited layers may be added.
These add-ons can create the following issues:
- More tacky contaminants in the repulping process
- Lower fiber recovery rates
- Lower recycled-pulp quality
- Risk of being identified as a composite at the sorting stage
- Weakened basis for a paper-packaging environmental claim
- Additional explanation required for PPWR, EPR, and buyer recyclability assessments
So even within “paper-based packaging,” the adhesive and coating structures have to be examined separately. That is why adhesive-free sealing technology is drawing attention.
The Basic Principle of the PAPURE Project
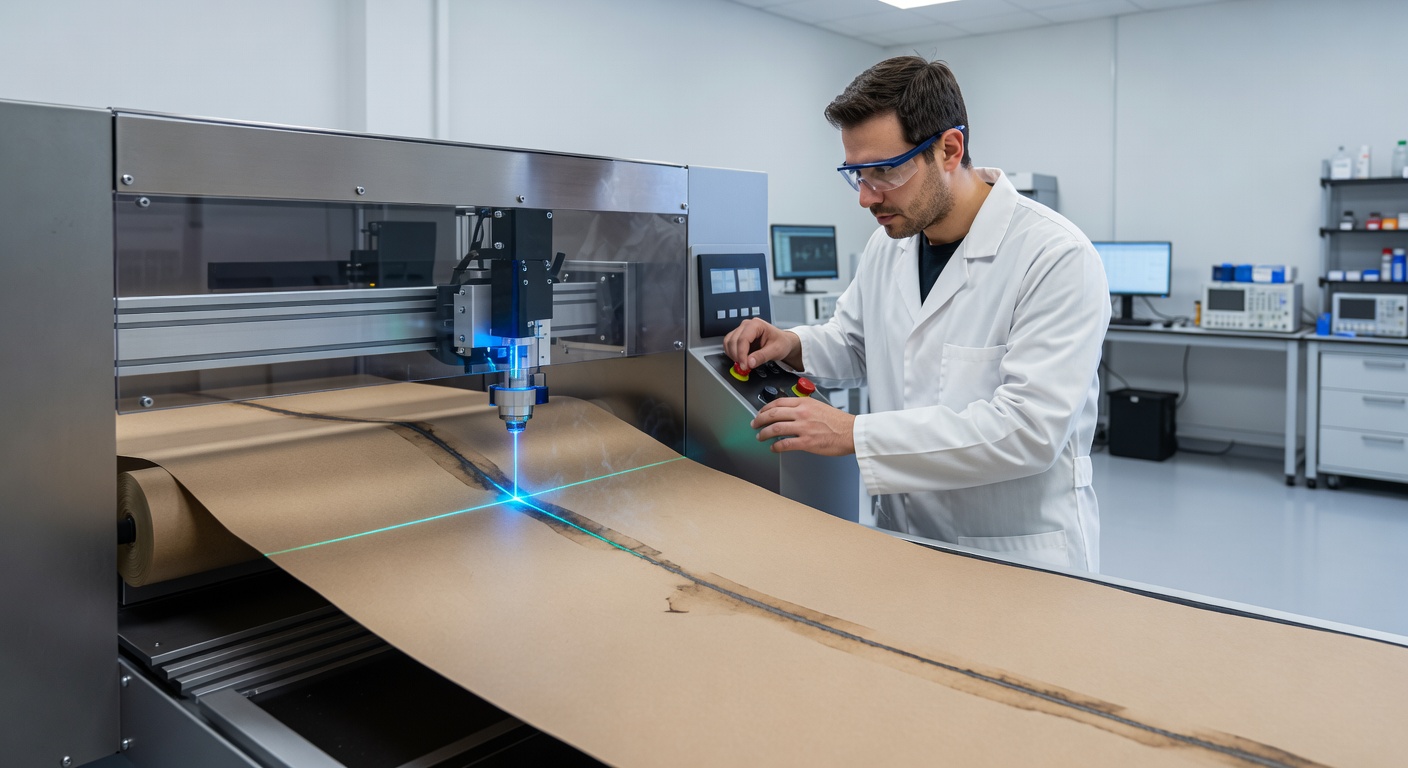
According to Fraunhofer materials, the PAPURE project involves four Fraunhofer institutes: IAP, IWS, IVV, and IWU. They irradiate the paper surface with a CO laser to convert constituents such as cellulose, hemicellulose, and lignin into short-chain compounds, and these surface reaction products then re-melt and bond under heat and pressure.
In plain terms, instead of applying an external adhesive, the paper surface itself is converted into a sealable state. Researchers at Fraunhofer IWS describe the reaction products as sugar-like compounds that can take the place of an adhesive.
The process flow looks like this:
- Analyze the composition and surface state of the paper material.
- Rapidly heat the paper surface with a CO laser.
- A portion of the cellulose, hemicellulose, and lignin on the surface converts into reaction products.
- Bring two sheets of paper face to face.
- Apply heat and pressure to seal.
- Measure seal strength and leak resistance.
The point is not only to remove adhesives, but to build a bonding structure that fits the existing paper-recycling stream better.

Which Papers Are Better Suited
The same approach does not work on every paper. Fraunhofer materials note that researchers characterized about 36 different papers, including coated, uncoated, printing, and board grades. Cellulose, hemicellulose, and lignin content, along with inorganic content, affect bonding performance.
Points highlighted in both the IOM3 reporting and Fraunhofer materials:
- High inorganic content, for example talc or calcium carbonate, can hurt bonding properties and seal strength.
- Thicker standard papers tended to be a better fit for binder-free sealing.
- The current technology is primarily designed for uncoated papers.
- Thicker papers used in food-grade paper cups have been examined as potential candidates.
So a company evaluating this technology should not stop at “it’s paper, so it should work.” The composition, thickness, coating status, surface treatment, and fiber direction of the base paper in use have to be checked first.
How Seal Strength Is Judged
In packaging seals, strength is not just about how well two surfaces stick. Too weak and the package opens in distribution; too strong and consumers can’t open it or the paper tears. For food and powdered products, leak resistance also matters.
Fraunhofer materials cite the following as the main variables affecting seal quality:
- Sealing time
- Sealing temperature
- Sealing pressure
- Sealing-tool geometry
- Laser-treatment conditions
- Fiber direction of the paper
- Material thickness and surface composition
According to the materials, researchers achieved shear-test results in which a seal area 2 cm long and 3 mm wide held 20 kg. That result, however, comes from a specific set of R&D conditions. For commercial application, openability, leak resistance, drop, compression, temperature and humidity, and storage life have to be verified for each product.
Throughput Is Still in Validation
The PAPURE project is building a modular demo line about 6 m long at Fraunhofer IWU in Dresden. The line is designed to reproduce a typical roll-to-roll packaging structure that produces flat four-sided pouches. A paper web runs continuously, the laser treatment is applied, a second paper web is heat-bonded and punched.
According to the IOM3 report, researchers are targeting 10 pouches per minute on the pilot system by the end of the project. That is slower than market-standard packaging machines. The technical possibility is real, but high-speed mass production needs further development.
For companies, the relevant questions are:
- Does it match the speed of the current packaging line?
- Can the laser module and sealing module be attached to existing equipment?
- Can seal quality be measured in real time?
- Can adjustments be made immediately when quality defects appear?
- Do laser settings need to be re-tuned every time the material changes?
- What do energy costs and equipment maintenance look like?
Equipment decisions should not be made on the adhesive-reduction benefit alone. Packaging machines also have to be judged on speed, stability, cleanability, operator skill, and reject rate.
Which Packages Can Adopt It First
Adhesive-free paper sealing is most likely to be examined first in the following areas:
- Small-pack dry food packaging
- Powder, tea-bag, and dry-ingredient packaging
- Paper bags and pouches
- Uncoated or low-coating paper-based secondary packaging
- Brand packaging where recyclability grade improvement matters
- Repulping-conscious packaging where adhesive contamination needs to come down
The conditions where more caution is needed:
- Liquids, oils, high-moisture foods
- Packaging that needs high oxygen and moisture barrier
- Packaging exposed to refrigerated, frozen, or high-humidity environments for long periods
- Very high-speed packaging lines
- Products where consumer openability is sensitive
- Structures that require food-contact safety documents and migration testing
Even as the technology improves, adhesive-free sealing will not solve every barrier problem. Sealing and barrier are separate questions. If a coating or barrier layer is needed to protect the contents, the recyclability of that material also has to be reviewed.
Checklist for Paper-Packaging Companies
Packaging converters or brands evaluating this technology should check the following:
| Area | Item |
|---|---|
| Material | Paper thickness, composition, coating status, inorganic content |
| Process | Laser-treatment conditions, sealing temperature/pressure/time |
| Quality | Shear strength, peel strength, leak resistance, openability |
| Throughput | Output per minute, line stoppage, difficulty of changeover |
| Stability | Seal retention after temperature/humidity, storage, and transport shock |
| Regulation | Food-contact compliance, recyclability assessment, customer standards |
| Cost | Adhesive savings, capex, energy, maintenance |
The point of this table is balance. If recyclability goes up but packaging function drops, product disposal and claims will rise. Conversely, if protection is maximized through heavy adhesive and coating use, the circularity advantage of paper packaging fades.
Wrap-Up
Adhesive-free paper-packaging sealing tackles the main weakness of paper packaging head-on. Paper is good for recycling, but adding adhesives and plastic layers to make it a working package narrows that advantage. Fraunhofer’s PAPURE project is an attempt to reduce that bottleneck by turning the paper surface itself into a sealable state.
It is closer to a promising process technology than a finished answer for commercial high-speed production. Applicable paper conditions, seal strength, leak resistance, throughput, food-contact safety, and recyclability validation all have to be checked product by product. The job for packaging converters right now is not to oversell the technology, but to quantify how adhesives and coatings affect recyclability, and to calmly evaluate how far the alternative process can go under real production conditions.
About the Author
PackingMaster: Editor of PaperPackLog. Curates and organizes market trends, product information, and technical insights for the paper-packaging industry.
References
- IOM3, “Adhesive-free sealing to enhance paper packaging recyclability”, 2026.05.20, https://www.iom3.org/resource/adhesive-free-sealing-to-enhance-paper-packaging-recyclability.html
- Fraunhofer, “Sealing Paper Packaging without Adhesives”, Research News, 2026.03.02, https://www.fraunhofer.de/content/dam/zv/en/press-media/2026/march/iap-iws-ivv-iwu-sealing-paper-packaging-without-adhesives.pdf